主要資材規格

金属加工の知識
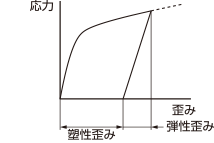
塑性加工
プレス加工
直線往復運動するプレス機械により金属板の加工を行うもので、主に剪断、曲げ及び絞り加工がある。
-
①剪断(打ち抜き)
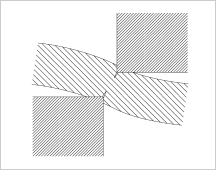
剪断は、上の刃(ポンチ)と下の刃(ダイス)との間に材を置き、はさみの要領で切断する方法である。上刃と下刃の隙間を適正に選定しないと、バリが出たり刃の寿命が短くなる。
-
②曲げ
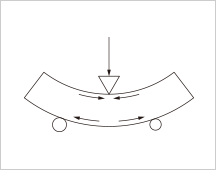
板を曲げると外側は長く、内側が短くなる。即ち外側に引張り力、内側に圧縮力が働いていることになり、板厚が厚いほど外側に割れ傷が入りやすいので、内曲げの大きさには十分な注意が必要である。(板厚以上のが望ましい)
-
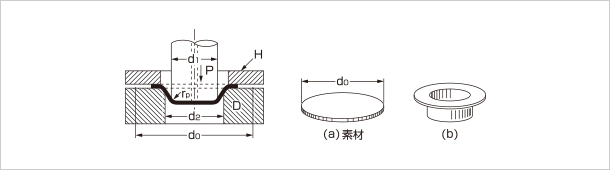
③絞り
板から底付きの円筒形状品を成形加工する方法である。ロケットや新幹線等の先端を加工するヘラ絞りもこの加工法の一種である。
-
④鍛造加工
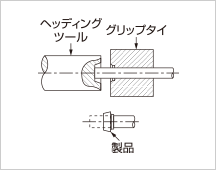
ドロップハンマーやプレスにより熱間又は冷間で行われる加工である。上下2つの金型間に材料を挟んで圧縮して変形させる自由鍛造、2つの金型の合わせ面を中心にして上下に雌型を彫り、間に材料を置いて希望の形状に鍛造する型鍛造と棒状の一端をつかんで頭部を型で叩いて仕上げるすえこみ鍛造がある。
-
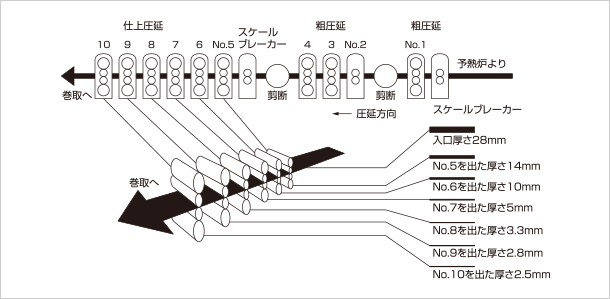
⑤圧延加工
常温または高温で回転するロールの間を通過させて圧縮することにより延ばされて板材、帯状、形材及び管等に仕上げる加工である。厚板、フラットバー及びH形鋼等はこの加工方法により生産されている。
-
⑥引抜加工
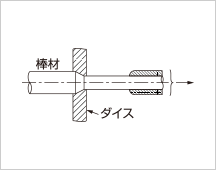
身の回りにある針金とか電線、棒など金属の細い物は、太い直径の物から何回かテーパーになっているダイスを通して引っ張られ、段々細くなっていく。線材は、細引きされると加工硬化して強度がアップする。この性質を利用したのがバネ鋼、ピアノ線、セパ線材である。
-
⑦押出加工
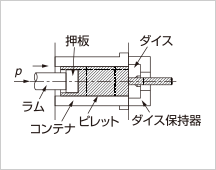
おもにアルミニューム、銅や黄銅等の非鉄金属は、加熱して先端にダイスがついた筒の中に入れて後ろからピストンで押すと、チューブの歯磨きのように押し出される。やや複雑な歯車や被覆導線等も押出加工ができる。
-
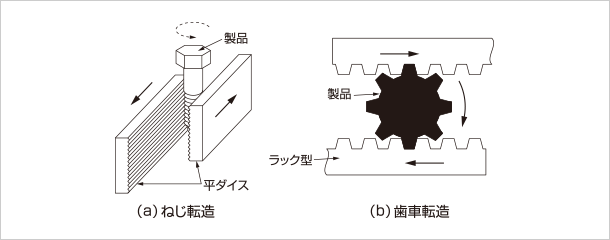
⑧転造加工
表面に付けた模様をあいて部材に転がしながら写す方法で、ネジ転造や歯車転造がよく知られている。素材の繊維が切断されないので、静的にも強くて加工精度も良く、しかも量産に最適な方法である。
溶接法
融接
“融接”は溶融溶接の略称で、母材溶融し、継ぎ手に機械的圧力を加えずに行う接合方法の総称である。アーク溶接とガス溶接が主である。
-
①アーク溶接
現在工業的に実用されている主体的な溶接方法であり、被覆アーク溶接とガスシールドアーク溶接が主流である。被覆アーク溶接は被覆材を塗布した被覆アーク溶接棒と、母材との間に電気アーク(2500~3500℃) を発生させ、被覆材から生ずるガス及びスラグで溶接部を大気から保護しつつ溶接する方法である。
ガスシールドアーク溶接は、炭酸ガス(CO2)、アルゴン(Ar)等の不活性ガスを溶接ワイヤーの周囲から噴出させ、アーク及び溶着金属を大気から遮蔽しながら行う方法で、ア―ク溶接ロポットの大半がこの方法を採用している。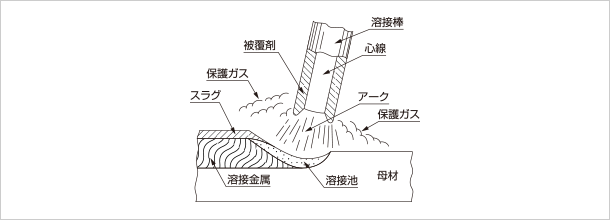
-
②ガス溶接
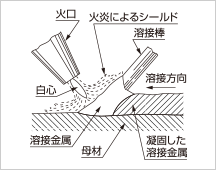
アセチレンガスと酸素の混合気を吹管より噴出燃焼させて出る高熱(3200℃)を使用して、溶接棒と母材を溶融しながら溶接を行う。加熱度の調整が自由で設備費が安く、装置の運搬が容易である。又、ガス切断にも利用される。
-
③加圧溶接
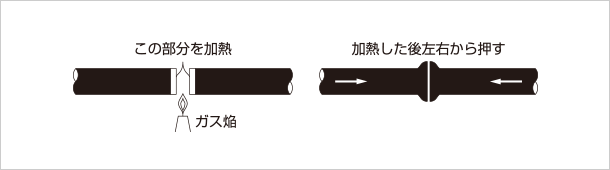
圧接は、加圧溶接の略称で継ぎ手に大きな機械的圧力を加えて行う。その中では、抵抗溶接が一般的であり、スポット溶接(点溶接)、プロジェクション(突起)溶接、シーム溶接等がある。スポット溶接は車の外板溶接に、プロジェクション溶接はナットの溶接に、シーム溶接は燃料タンク等の溶接に利用されている。鉄筋の圧接には、ガス圧接が利用されている。
-
④ロウ接
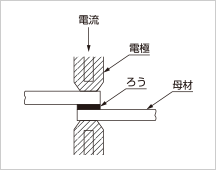
被接合面材間にロウ又はハンダを入れ、母材をできるだけ溶融しないでいでロウだけを溶融させて接合する方法である。
-
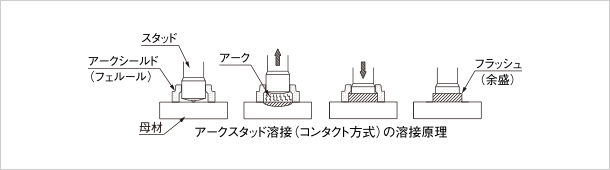
⑤スタッド溶接(アークスタッド溶接)
- a.コンタクト方式
- スタッド先端を母体に接触させ、それを自動的に引き離してアークを発生させる。所定時間経過後、溶けた母体にスタッドが圧入されて溶接完了。
- b.ギャップ方式
- スタッド先端にカートリッジ(アルミキャップ)を取付ける。それを母体に接触させてアークを発生させる。アーク発生方法以外はコンタクト方式と同じ。
鋳造
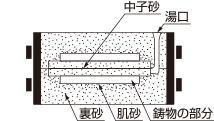
電動工具等の部品製作にアルミ及び亜鉛ダイキャスト、下水道等に使う大径鋳鉄管を作る遠心鋳造、精密な部品の製作にはロストワックス(ろう型鋳造)等種々の製法がある。
機械工作
主な作業は切削で、特に旋盤等の旋削である。
-
①切削加工
-
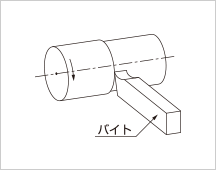
旋削
旋盤を使用しバイトにて回転切削加工 -
平削
平削盤を使用した水平移動加工 -
穴あけ
ボール盤を使用しドリルにて穴あけ加工 -
ねじ立て
タッパーを使用しタップにて雌ねじ加工
(近年切り屑の殆ど出ない転造タップが多い)
-
-
②研削加工
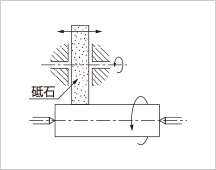
研削砥石の回転運動と加工物の送り運動により表面を研削し仕上げる。
-
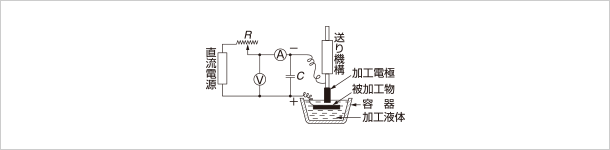
②放電加工
放電現象を利用して各種材料を加工する方法で、焼き入れ材等の難削材でも加工可能である。凹みを凸形電極でその形状に仕上げる方法と連続の電極ワイヤーにより切断するワイヤーカット法とがある。